










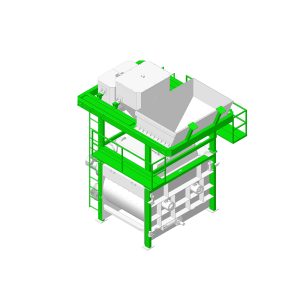






| Batching plant twin shaft 3 cubic meters | ||
| Model | BPT180 | |
| Mixer output capacity (per turn) | 3 m3 | |
| Mixer power | 2*75hp | |
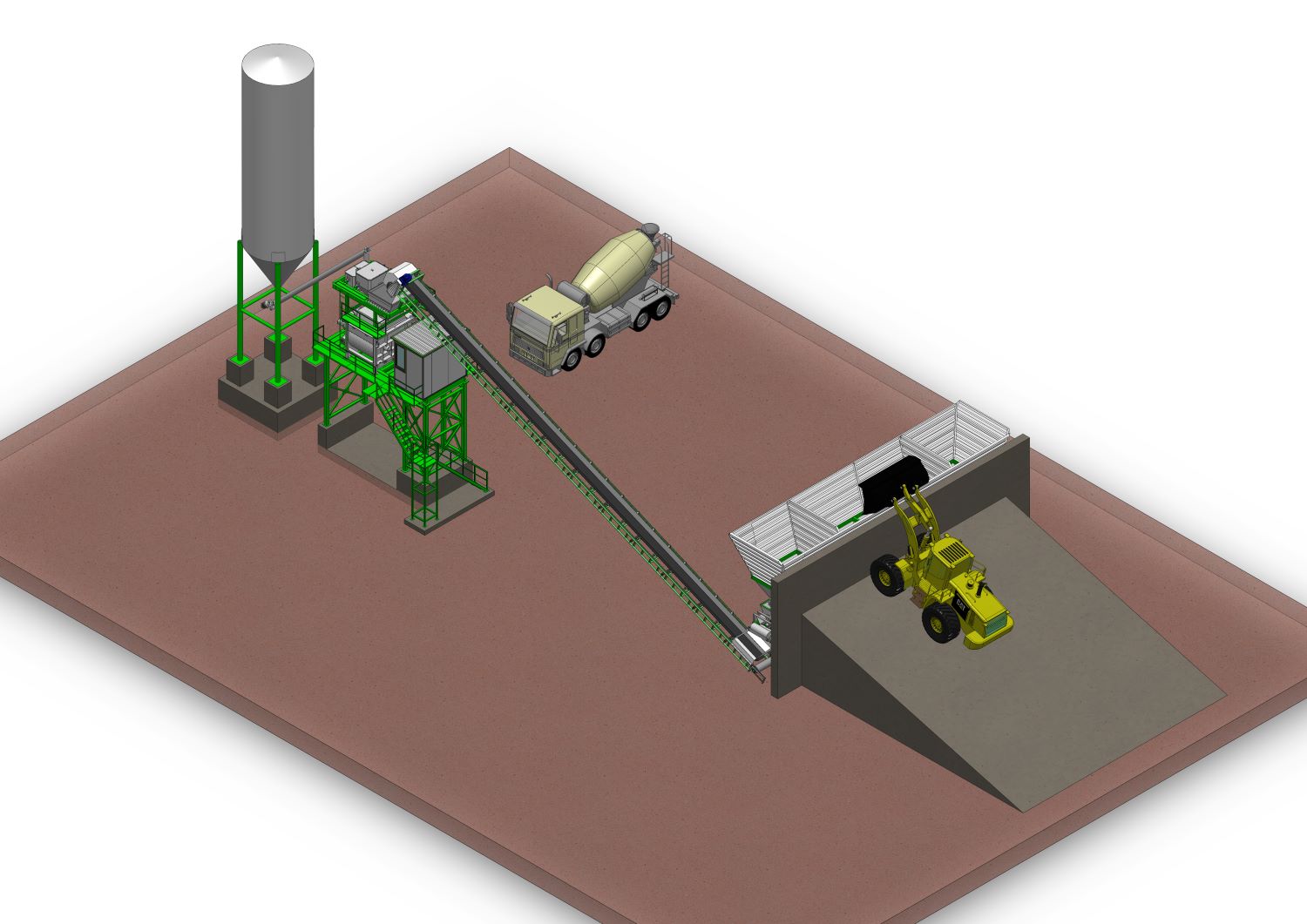
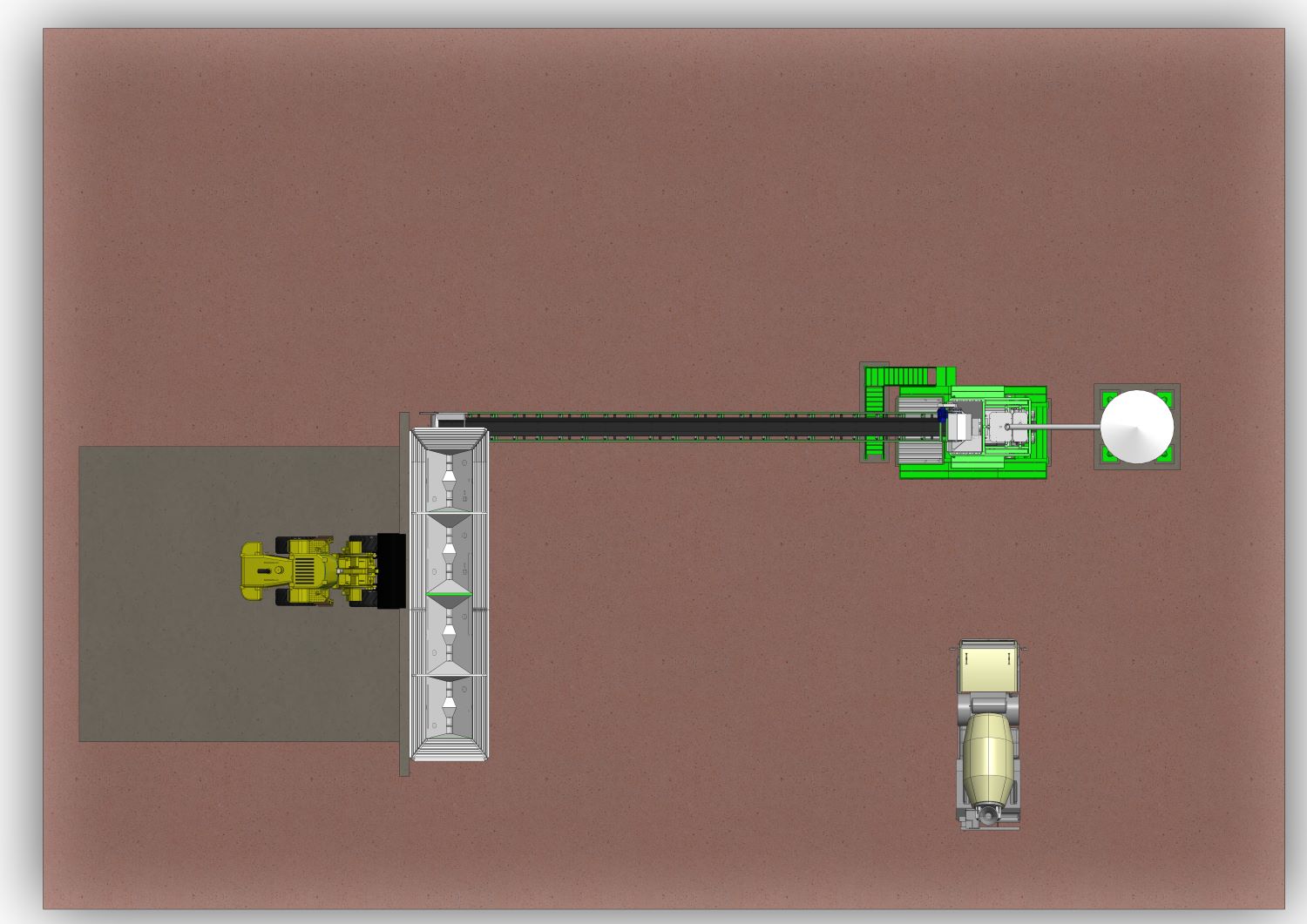
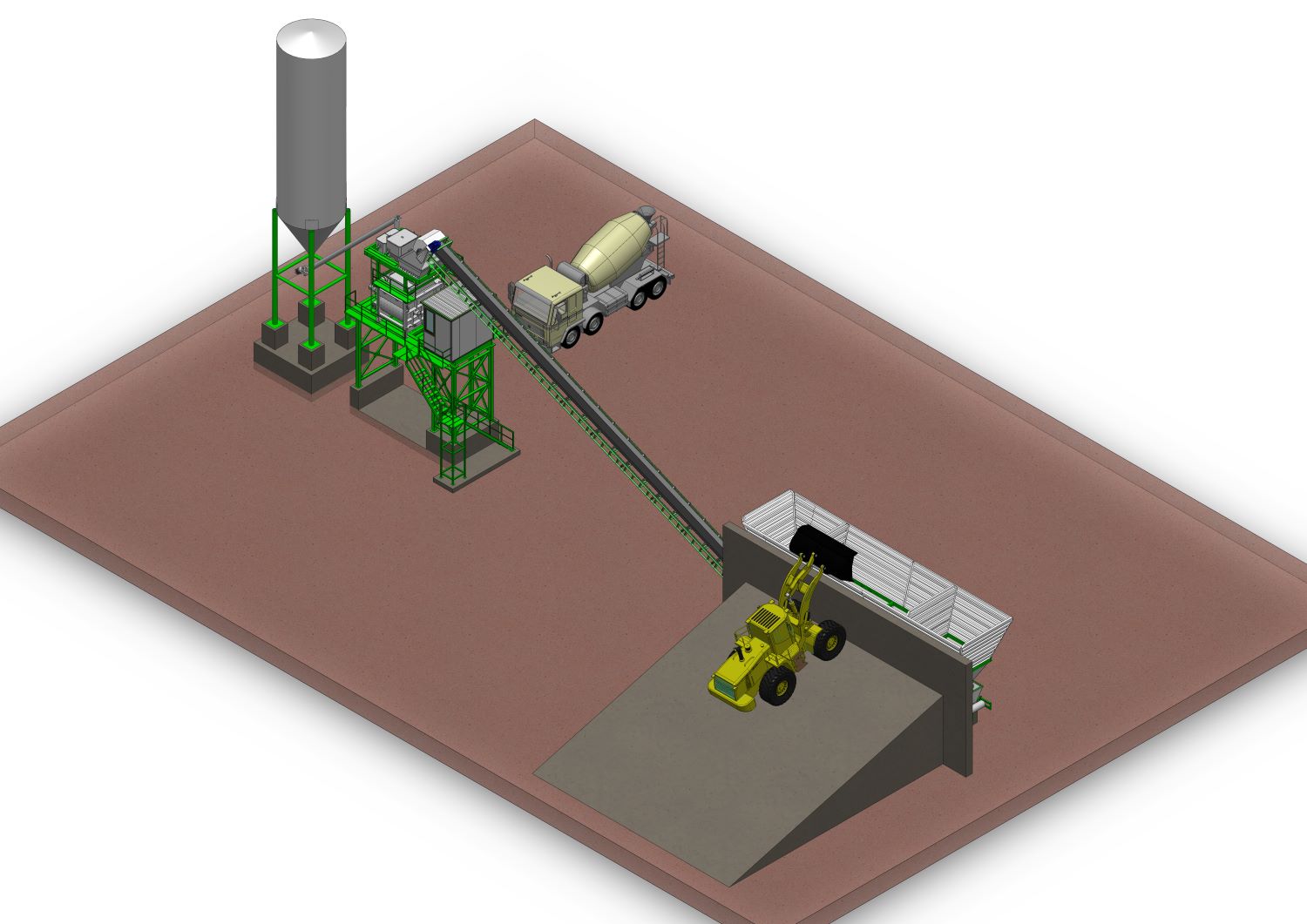
| material storage silo | 4*35m3 | |
| Width of material weighing tape | 1000mm | |
| Length of material weighing tape | 12m | |
| Width of material transfer belt | 1000mm | |
| The length of the material transfer belt | ~ 26m | |
| Weighing materials and cement | 7500/1500kg | |
| Diameter of cement screw | 12inch | |
| Length of cement screw | 7m | |
| Concrete unloading height | 4/1m | |
| air compressor | 825lit/min | |
| Bucket waiting for materials | 3400 lit | |
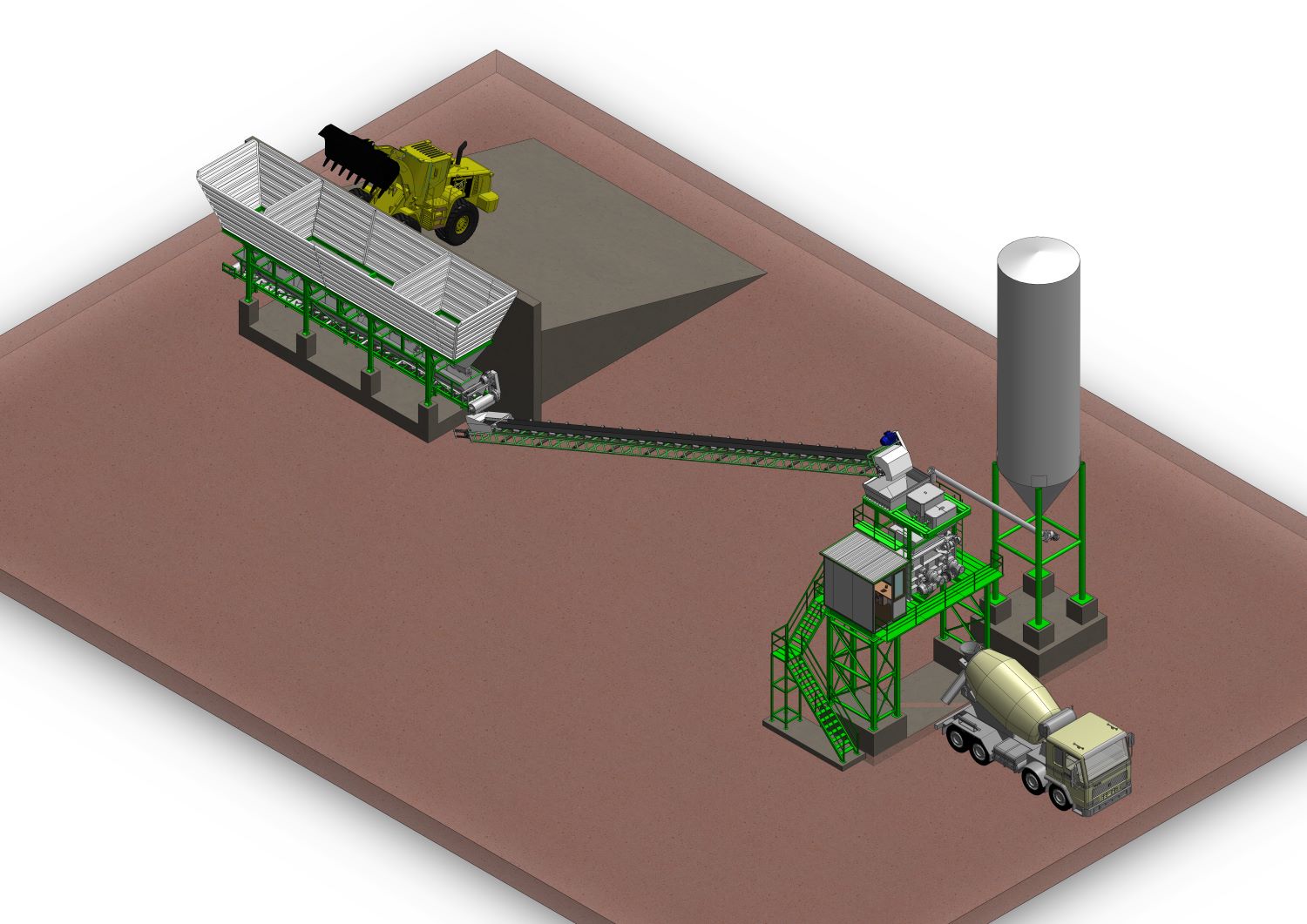
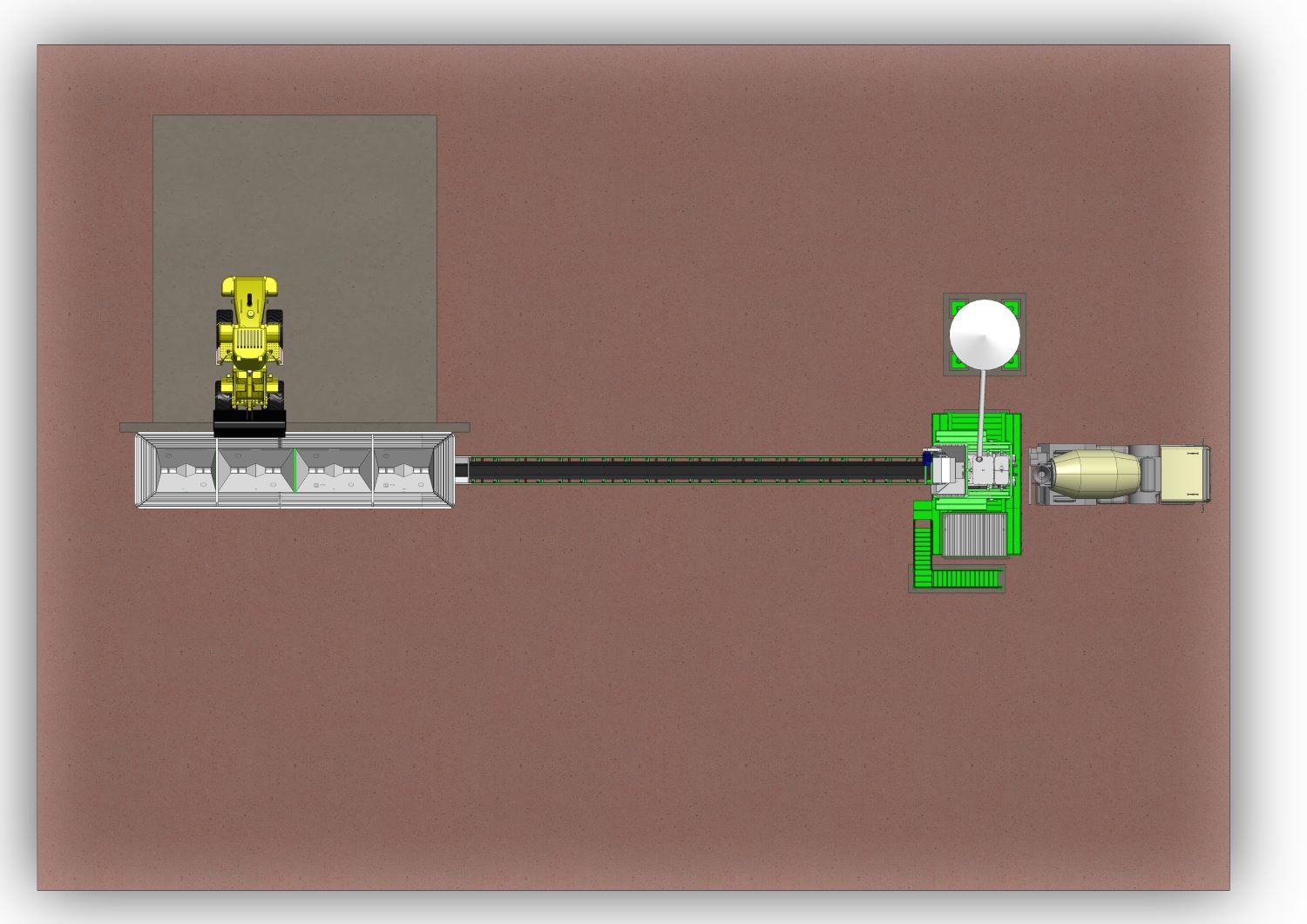
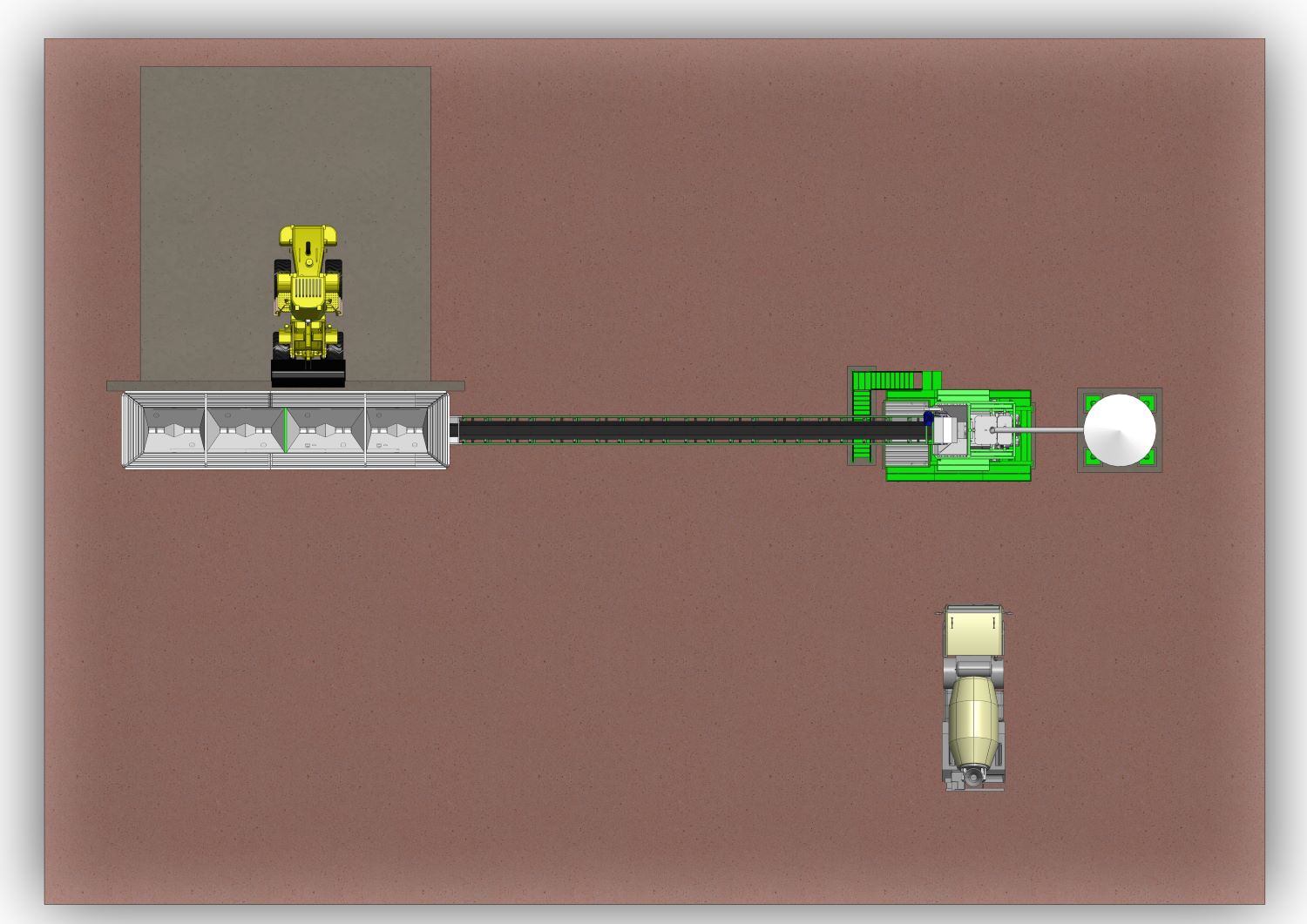
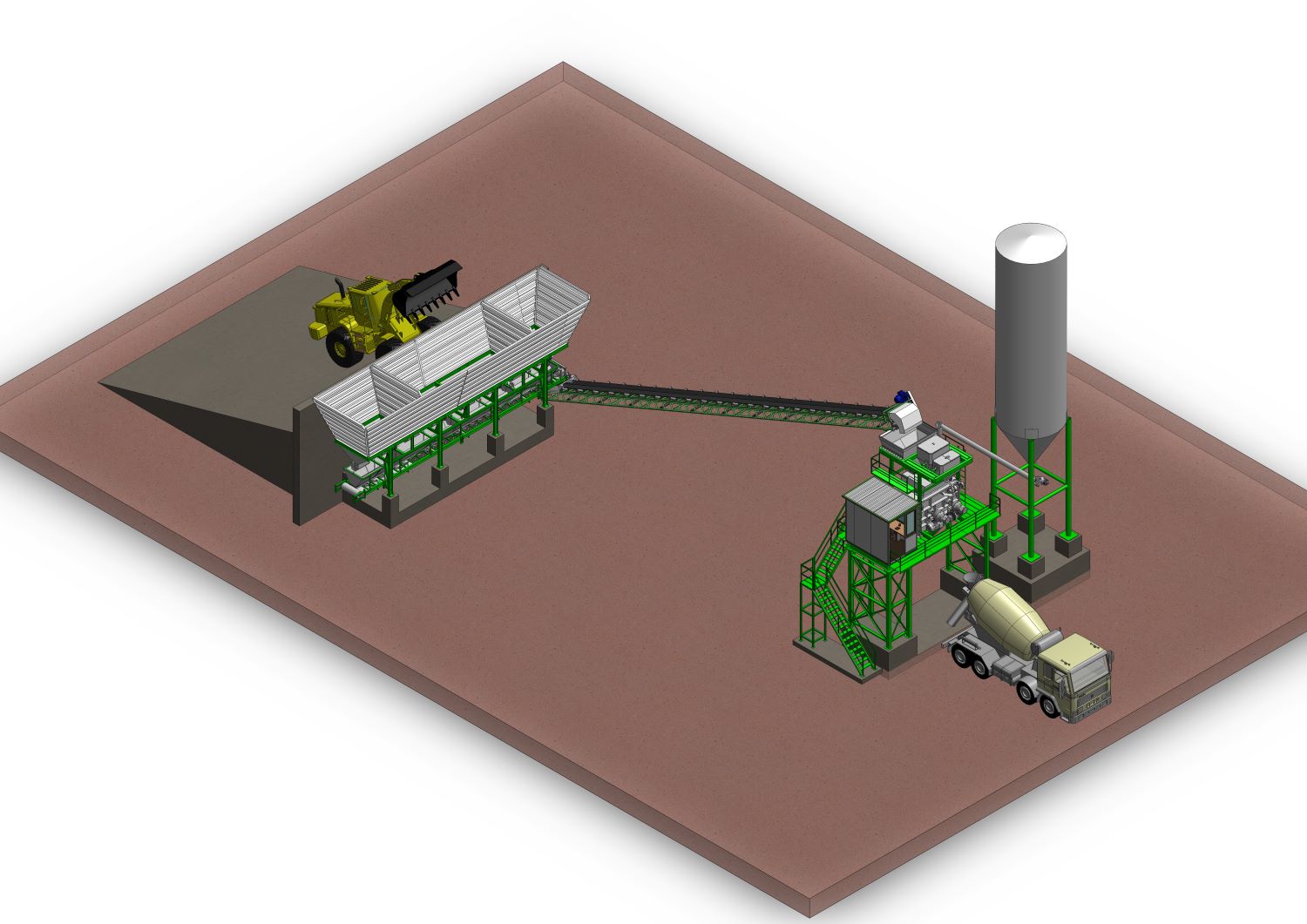
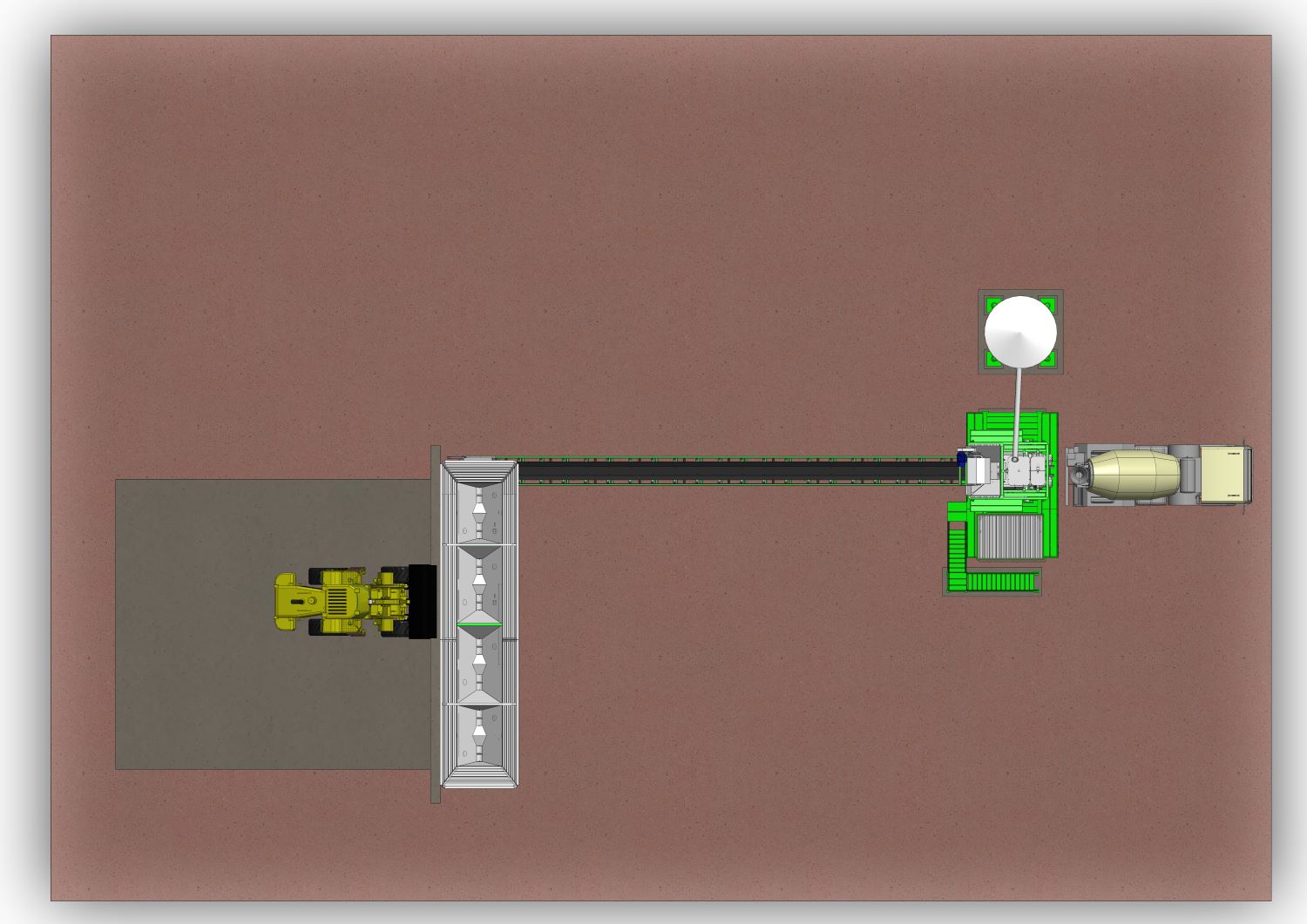
In projects where concrete is directly transported from the batching plant by a concrete pump, because concreting is not done continuously and sometimes concreting must be stopped, for this purpose, a secondary mixer is used to store concrete. Its dimensions are considered to be at least twice the capacity of the main mixer in the project. The waiting bucket reduces the batching cycle in each batch by 25% by creating an overlap in transfer and mixing time. In addition, this system has the ability to load and mix a batch from the weighing belt during the replacement of mixers, in this design, as soon as the mixer is installed in the loading area, the mixer discharge door is opened and the concrete discharge operation takes place. The batching work cycle has an efficiency of more than 25% compared to the simple machine cycle. Metal coating on the transfer belt, which not only makes the device look beautiful, but also prevents the rubber of the belt from heating up and, as a result, the temperature of the aggregates rising. This will result in longer durability of the parts of the transfer tape and during rains, water will not flow on the tape and mess up the mixing plan announced to the device. * During the creation of the cover of the transfer strip, the direction of traffic and possible repairs of the entire route will be covered by a walk way with floor grating. Considering the production of special types of concrete and the need to use additives in concrete mixing, twin shaft batching plants of standard machine construction have the ability to add a variety of additives in the form of gel, liquid, slurry and powder. The liquid additives are pumped to the tank installed on top of the mixer, and after weighing with load cells, they are added to the mixer according to the mixing plan. Powder additives are added to the mixer by means of a screw and weighing bucket. Regarding gel and grout additives, due to the production of colloidal mixers in this factory, it is possible to manufacture and weigh and transfer all types of grout and gel to concrete. Gate - L
Gate - Line
Rear ribs - L
Rear ribs - Line